咨詢服務熱線 0710-7869688




News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
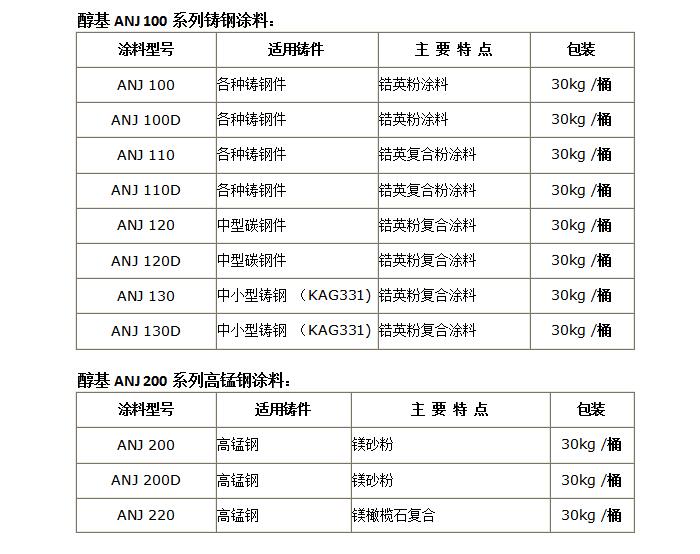 安耐捷涂料系列
安耐捷涂料系列
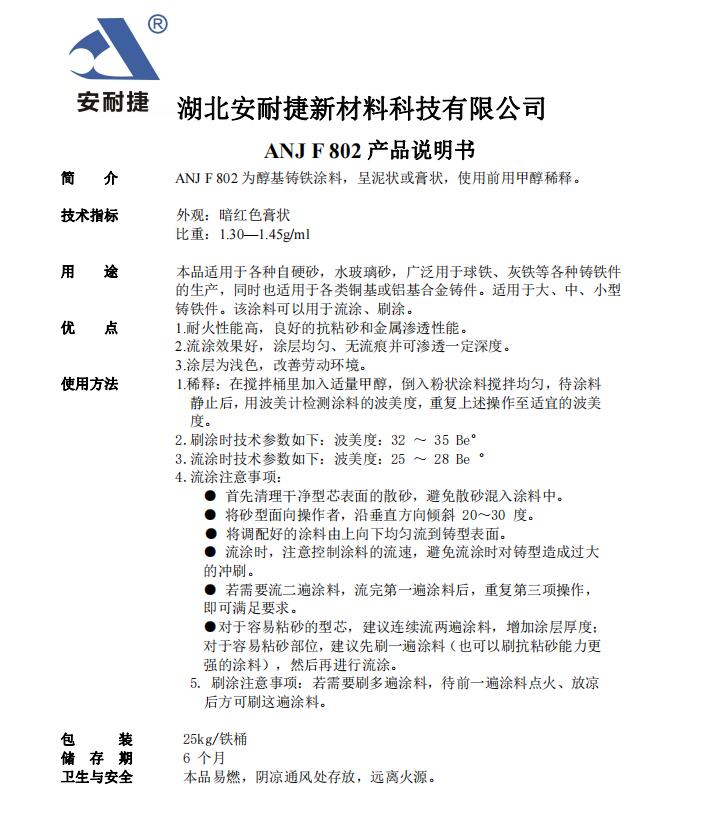 鄰居寡婦水好多好緊肉多:產品說明ANJ F 802
鄰居寡婦水好多好緊肉多:產品說明ANJ F 802
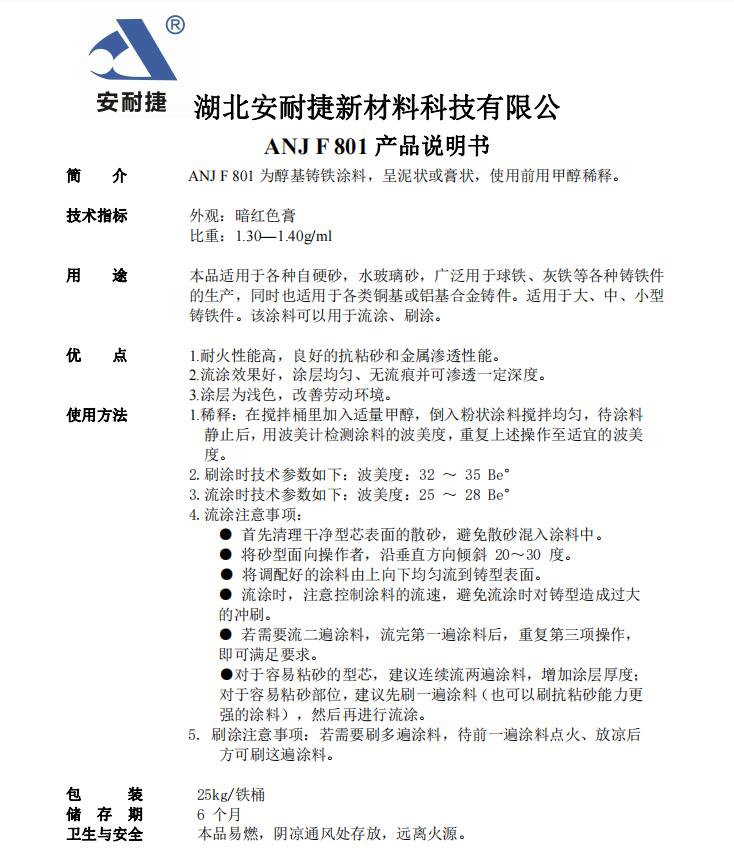 鄰居寡婦水好多好緊肉多:產品說明ANJ F 801
鄰居寡婦水好多好緊肉多:產品說明ANJ F 801
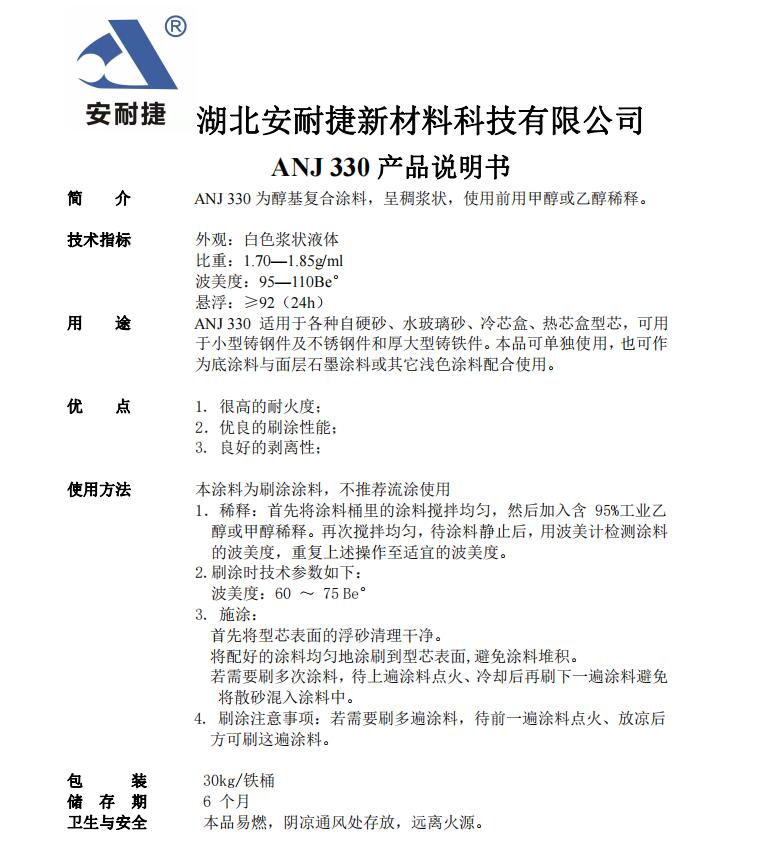 鄰居寡婦水好多好緊肉多:ANJ產品說明書330
鄰居寡婦水好多好緊肉多:ANJ產品說明書330
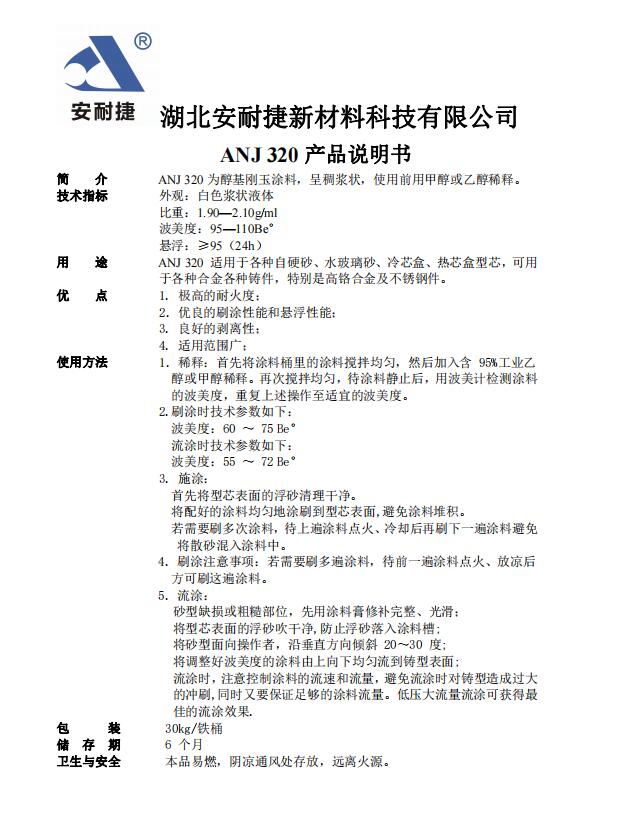 鄰居寡婦水好多好緊肉多:ANJ產品說明書320
鄰居寡婦水好多好緊肉多:ANJ產品說明書320
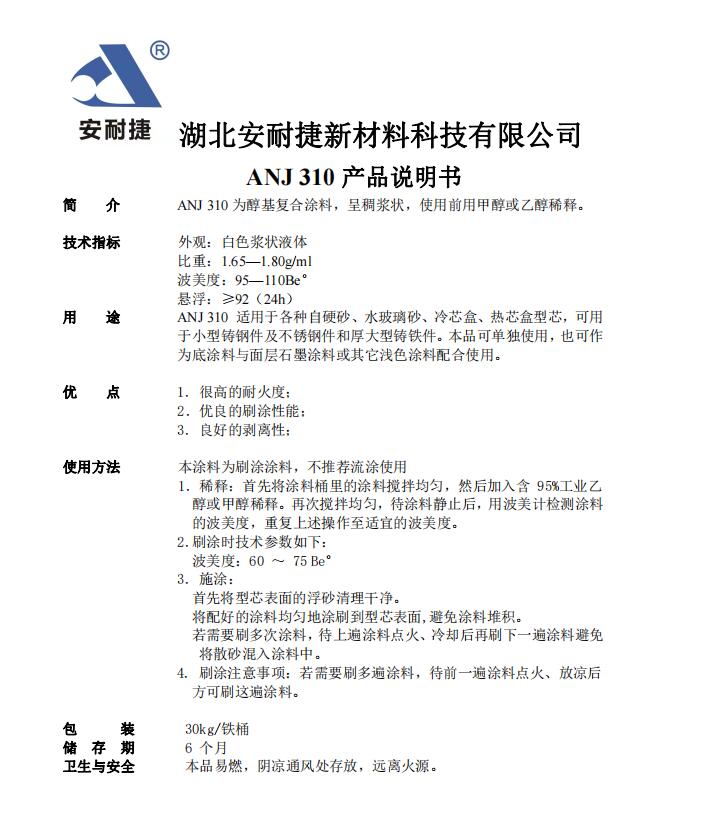 鄰居寡婦水好多好緊肉多:ANJ產品說明書310
鄰居寡婦水好多好緊肉多:ANJ產品說明書310
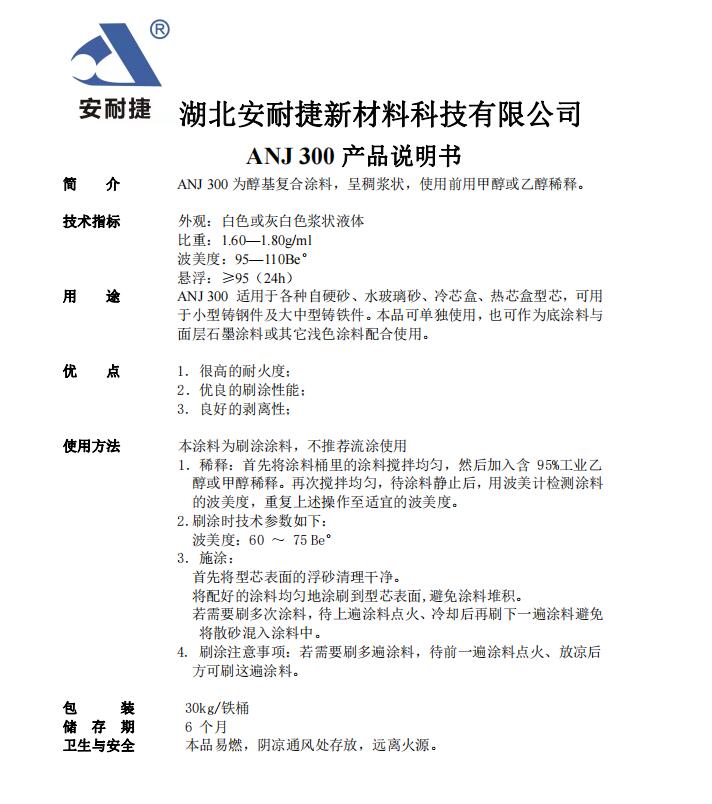 鄰居寡婦水好多好緊肉多:ANJ產品說明書300
鄰居寡婦水好多好緊肉多:ANJ產品說明書300
 鄰居寡婦水好多好緊肉多:ANJ產品說明書130
鄰居寡婦水好多好緊肉多:ANJ產品說明書130
 鄰居寡婦水好多好緊肉多:ANJ產品說明書120
鄰居寡婦水好多好緊肉多:ANJ產品說明書120
 鄰居寡婦水好多好緊肉多:ANJ產品說明F 203S
鄰居寡婦水好多好緊肉多:ANJ產品說明F 203S
 鄰居寡婦水好多好緊肉多:ANJ產品說明802
鄰居寡婦水好多好緊肉多:ANJ產品說明802
 鄰居寡婦水好多好緊肉多:ANJ產品說明801
鄰居寡婦水好多好緊肉多:ANJ產品說明801
 鄰居寡婦水好多好緊肉多:ANJ產品說明800
鄰居寡婦水好多好緊肉多:ANJ產品說明800
 鄰居寡婦水好多好緊肉多:ANJ產品說明220
鄰居寡婦水好多好緊肉多:ANJ產品說明220
 鄰居寡婦水好多好緊肉多:ANJ產品說明202S
鄰居寡婦水好多好緊肉多:ANJ產品說明202S
 鄰居寡婦水好多好緊肉多:ANJ產品說明201S
鄰居寡婦水好多好緊肉多:ANJ產品說明201S
 鄰居寡婦水好多好緊肉多:ANJ產品說明200S
鄰居寡婦水好多好緊肉多:ANJ產品說明200S
 鄰居寡婦水好多好緊肉多:ANJ產品說明200
鄰居寡婦水好多好緊肉多:ANJ產品說明200
 鄰居寡婦水好多好緊肉多:ANJ產品說明110
鄰居寡婦水好多好緊肉多:ANJ產品說明110
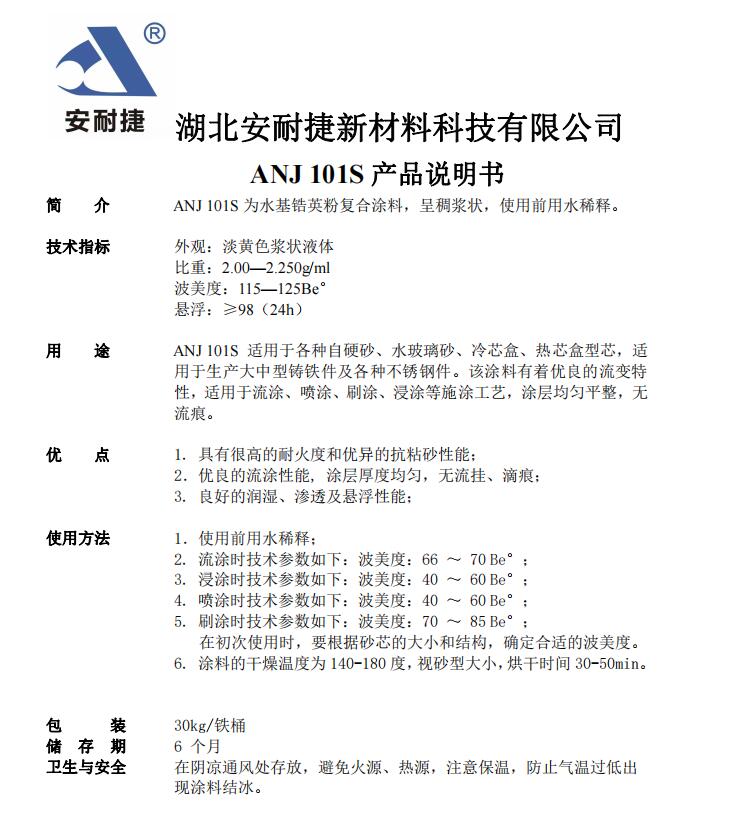 鄰居寡婦水好多好緊肉多:ANJ產品說明101S
鄰居寡婦水好多好緊肉多:ANJ產品說明101S
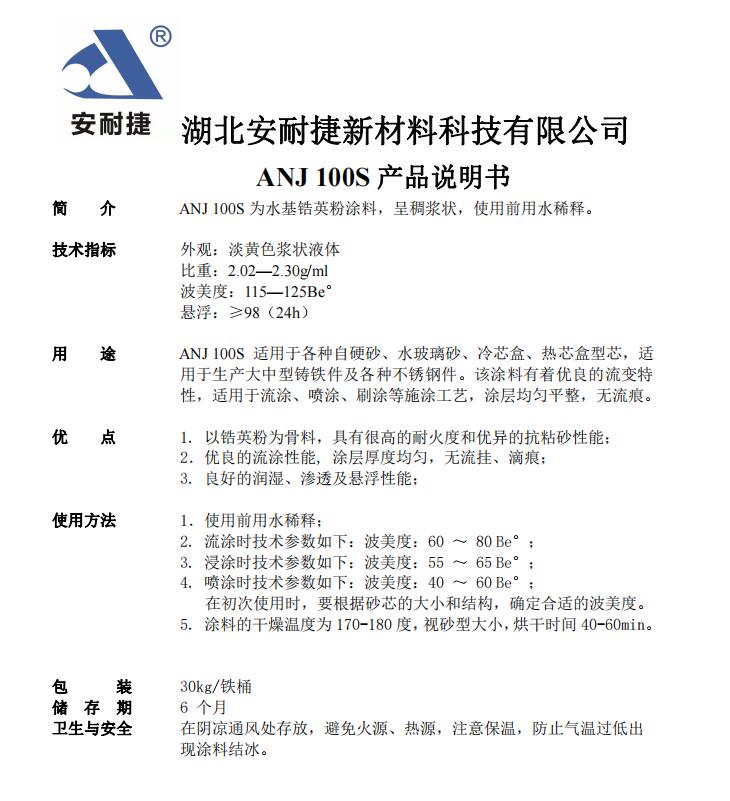 鄰居寡婦水好多好緊肉多:ANJ產品說明100S
鄰居寡婦水好多好緊肉多:ANJ產品說明100S
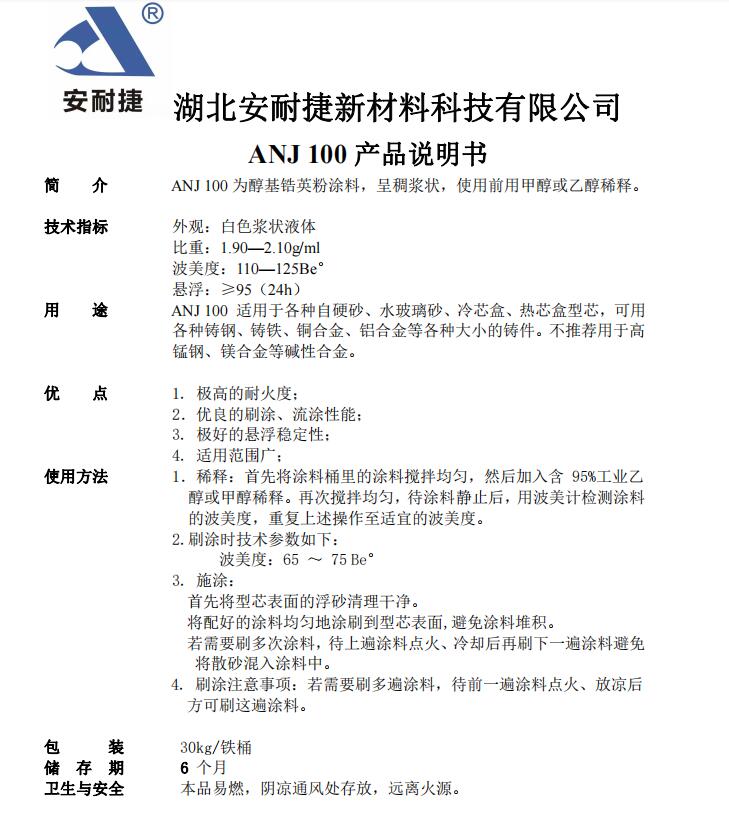 鄰居寡婦水好多好緊肉多:ANJ產品說明100
鄰居寡婦水好多好緊肉多:ANJ產品說明100
 鄰居寡婦水好多好緊肉多:安耐捷F-200G高發熱冒口產品說明
鄰居寡婦水好多好緊肉多:安耐捷F-200G高發熱冒口產品說明
 鄰居寡婦水好多好緊肉多:ANJF-909發熱冒口覆蓋劑說明書
鄰居寡婦水好多好緊肉多:ANJF-909發熱冒口覆蓋劑說明書
 鄰居寡婦水好多好緊肉多:ANJF-400D冒口說明書
鄰居寡婦水好多好緊肉多:ANJF-400D冒口說明書
 鄰居寡婦水好多好緊肉多:ANJF-300B發熱保溫板
鄰居寡婦水好多好緊肉多:ANJF-300B發熱保溫板
 鄰居寡婦水好多好緊肉多:ANJF-200X說明書
鄰居寡婦水好多好緊肉多:ANJF-200X說明書
 鄰居寡婦水好多好緊肉多:ANJF-100B冒口說明書
鄰居寡婦水好多好緊肉多:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
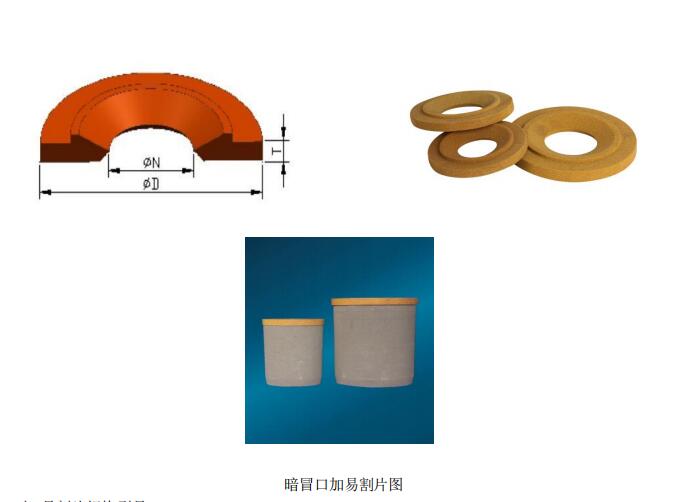 鄰居寡婦水好多好緊肉多:安耐捷F-EGP系列冒口易割片
鄰居寡婦水好多好緊肉多:安耐捷F-EGP系列冒口易割片
 鄰居寡婦水好多好緊肉多:鑄造用ANJ-F系列高效發熱冒口應用技術
鄰居寡婦水好多好緊肉多:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 鄰居寡婦水好多好緊肉多:廣東煉鋼電爐爐料如何選擇
鄰居寡婦水好多好緊肉多:廣東煉鋼電爐爐料如何選擇
 鄰居寡婦水好多好緊肉多:湖北武漢襄陽耐火材料
鄰居寡婦水好多好緊肉多:湖北武漢襄陽耐火材料
 鄰居寡婦水好多好緊肉多:溫州打爐料坩堝解決方案
鄰居寡婦水好多好緊肉多:溫州打爐料坩堝解決方案
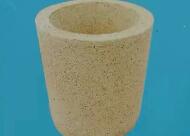
 成型坩鍋
成型坩鍋
 中性爐襯材料
中性爐襯材料
 堿性爐襯材料
堿性爐襯材料
 鄰居寡婦水好多好緊肉多:酸性爐襯材料F系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 鄰居寡婦水好多好緊肉多:酸性爐襯材料A系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料A系列
 鄰居寡婦水好多好緊肉多:酸性爐襯材料R系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料R系列
 鄰居寡婦水好多好緊肉多:酸性爐襯材料G系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料G系列
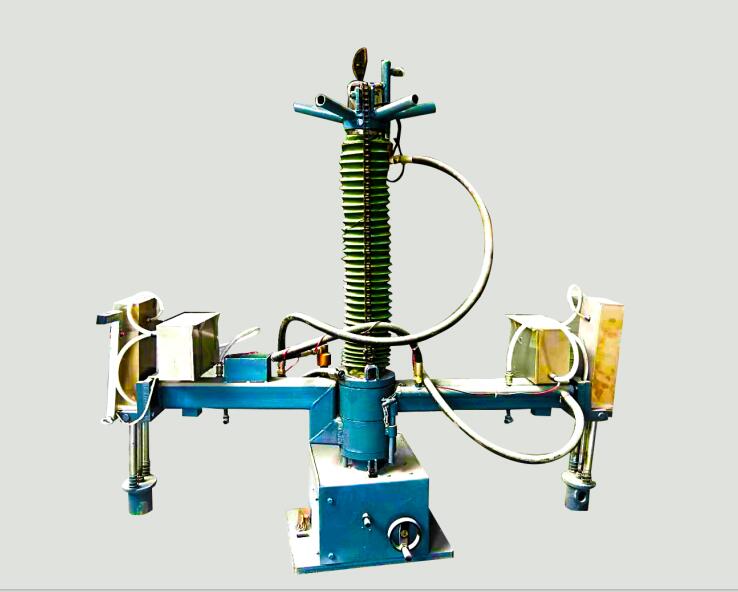 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 鄰居寡婦水好多好緊肉多:酸性爐襯材料2系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 鄰居寡婦水好多好緊肉多:酸性爐襯材料3系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料3系列
 鄰居寡婦水好多好緊肉多:酸性爐襯材料D系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 鄰居寡婦水好多好緊肉多:中性爐襯材料烤爐工藝
鄰居寡婦水好多好緊肉多:中性爐襯材料烤爐工藝
 鄰居寡婦水好多好緊肉多:中性爐襯材料烘爐工藝
鄰居寡婦水好多好緊肉多:中性爐襯材料烘爐工藝
 鄰居寡婦水好多好緊肉多:60噸中頻電爐工藝
鄰居寡婦水好多好緊肉多:60噸中頻電爐工藝
 鄰居寡婦水好多好緊肉多:45噸爐氣動筑爐烘爐工藝
鄰居寡婦水好多好緊肉多:45噸爐氣動筑爐烘爐工藝
 鄰居寡婦水好多好緊肉多:40噸爐氣動筑爐烘爐工藝
鄰居寡婦水好多好緊肉多:40噸爐氣動筑爐烘爐工藝
 鄰居寡婦水好多好緊肉多:10-15噸中頻爐氣動筑爐烘爐及維護工藝
鄰居寡婦水好多好緊肉多:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 鄰居寡婦水好多好緊肉多:5噸中性料施工工藝
鄰居寡婦水好多好緊肉多:5噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:3噸中性料施工工藝
鄰居寡婦水好多好緊肉多:3噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:2噸中性料施工工藝
鄰居寡婦水好多好緊肉多:2噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:1.5噸中性料施工工藝
鄰居寡婦水好多好緊肉多:1.5噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:0.75噸中性料施工工藝
鄰居寡婦水好多好緊肉多:0.75噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-983產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-983產品介紹
 鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-982產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-982產品介紹
 鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-885CR產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-885CR產品介紹
 鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-882A產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-882A產品介紹
 鄰居寡婦水好多好緊肉多:中性爐襯材料C-90產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 鄰居寡婦水好多好緊肉多:中性料C-75熔鋁產品介紹
鄰居寡婦水好多好緊肉多:中性料C-75熔鋁產品介紹
 鄰居寡婦水好多好緊肉多:8噸酸性料施工工藝
鄰居寡婦水好多好緊肉多:8噸酸性料施工工藝
 鄰居寡婦水好多好緊肉多:3噸酸性料施工工藝
鄰居寡婦水好多好緊肉多:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 鄰居寡婦水好多好緊肉多:1噸酸性料施工工藝
鄰居寡婦水好多好緊肉多:1噸酸性料施工工藝
 鄰居寡婦水好多好緊肉多:0.75噸酸性料施工工藝
鄰居寡婦水好多好緊肉多:0.75噸酸性料施工工藝
 鄰居寡婦水好多好緊肉多:0.5噸酸性料工藝
鄰居寡婦水好多好緊肉多:0.5噸酸性料工藝


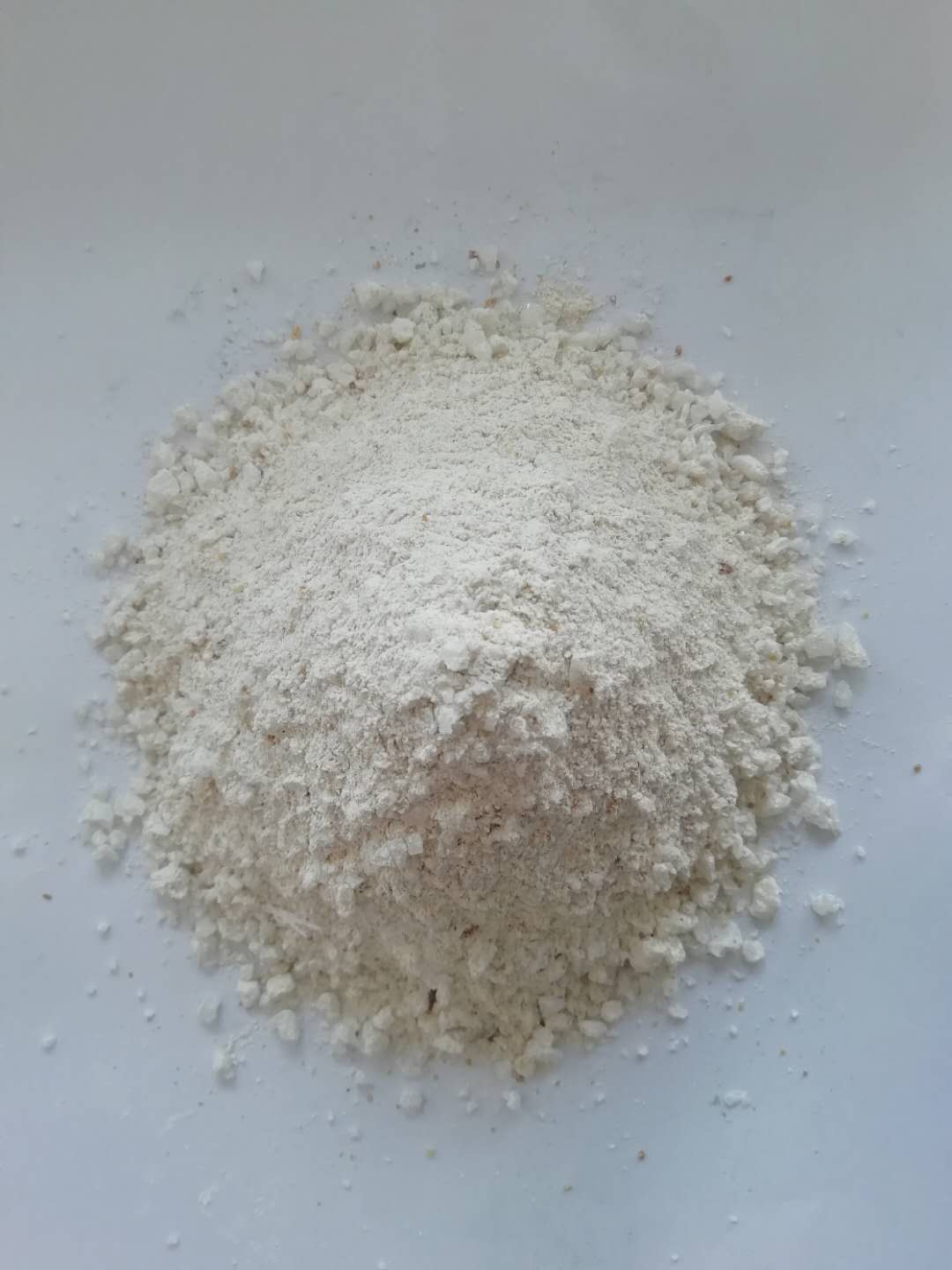
中(zhong)(zhong)頻(pin)爐(lu)用耐火材(cai)料(liao)(liao)多為干式,例如干式搗打料(liao)(liao),也稱(cheng)之為打結料(liao)(liao),根(gen)據化學(xue)性(xing)質(zhi)耐材(cai)有中(zhong)(zhong)性(xing)、堿性(xing)和酸(suan)性(xing)材(cai)料(liao)(liao),中(zhong)(zhong)頻(pin)爐(lu)有無芯中(zhong)(zhong)頻(pin)爐(lu)、有芯感應爐(lu)等等,根(gen)據爐(lu)子的(de)特點(dian)和環境來選(xuan)擇合適耐火材(cai)料(liao)(liao)。
對于熔化鑄鐵的(de)(de)中頻爐(lu)(lu)內(nei)襯一(yi)般采用(yong)價格比較(jiao)便宜的(de)(de)石(shi)英(ying)砂(sha)做打結(jie)料。當冶(ye)(ye)煉溫度高、冶(ye)(ye)煉條件比較(jiao)惡劣時(shi)石(shi)英(ying)砂(sha)打結(jie)料的(de)(de)使(shi)用(yong)壽命就(jiu)(jiu)(jiu)大(da)(da)大(da)(da)下降,不(bu)能(neng)滿(man)足用(yong)戶的(de)(de)使(shi)用(yong)要求。這時(shi)就(jiu)(jiu)(jiu)需要采用(yong)鎂(mei)(mei)質(zhi)、鎂(mei)(mei)鋁(lv)質(zhi)、鎂(mei)(mei)鉻(ge)質(zhi)等干式打結(jie)料(也就(jiu)(jiu)(jiu)是大(da)(da)家常說的(de)(de)堿(jian)性爐(lu)(lu)襯材料)。

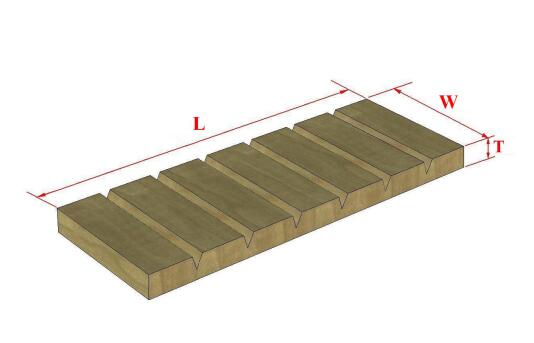
耐火材料常見的(de)成(cheng)型(xing)方(fang)法有(you)哪(na)些
耐材(cai)的成(cheng)(cheng)(cheng)型(xing)(xing)(xing)方(fang)式很(hen)多,常見(jian)的成(cheng)(cheng)(cheng)型(xing)(xing)(xing)方(fang)法有擠(ji)壓(ya)(ya)成(cheng)(cheng)(cheng)型(xing)(xing)(xing)、振動成(cheng)(cheng)(cheng)形、擠(ji)壓(ya)(ya)成(cheng)(cheng)(cheng)型(xing)(xing)(xing)、搗打成(cheng)(cheng)(cheng)型(xing)(xing)(xing)、等靜壓(ya)(ya)成(cheng)(cheng)(cheng)型(xing)(xing)(xing)、熔鑄(zhu)成(cheng)(cheng)(cheng)型(xing)(xing)(xing)、注漿成(cheng)(cheng)(cheng)型(xing)(xing)(xing)等。目前耐火材(cai)料(liao)生產中使用(yong)更(geng)多的成(cheng)(cheng)(cheng)型(xing)(xing)(xing)方(fang)法為機(ji)壓(ya)(ya)成(cheng)(cheng)(cheng)型(xing)(xing)(xing)法,該法使用(yong)壓(ya)(ya)磚機(ji)和(he)(he)(he)模具將泥料(liao)壓(ya)(ya)制成(cheng)(cheng)(cheng)胚體(ti)(ti),因(yin)因(yin)一般含水率(lv)約5%的半干(gan)泥料(liao),故也(ye)成(cheng)(cheng)(cheng)為半干(gan)法成(cheng)(cheng)(cheng)型(xing)(xing)(xing)。機(ji)壓(ya)(ya)成(cheng)(cheng)(cheng)型(xing)(xing)(xing)具有配體(ti)(ti)結構致密(mi),強度高(gao),干(gan)燥和(he)(he)(he)燒(shao)成(cheng)(cheng)(cheng)收縮小,尺寸也(ye)容易控(kong)制,又可分為單(dan)面加壓(ya)(ya),和(he)(he)(he)雙(shuang)面加壓(ya)(ya)兩(liang)種,后者可減小胚體(ti)(ti)的層密(mi)度現象。
選擇何種成(cheng)(cheng)(cheng)型方法主(zhu)要(yao)根據泥料性(xing)質,胚體的(de)(de)形(xing)(xing)狀、尺寸及其他工藝要(yao)求,除覺大部分(fen)耐火材(cai)料采用(yong)(yong)機壓(ya)成(cheng)(cheng)(cheng)形(xing)(xing)外振動成(cheng)(cheng)(cheng)形(xing)(xing)用(yong)(yong)于(yu)(yu)成(cheng)(cheng)(cheng)型大的(de)(de)異形(xing)(xing)坯體,擠(ji)壓(ya)成(cheng)(cheng)(cheng)型一般(ban)用(yong)(yong)于(yu)(yu)管狀坯體的(de)(de)成(cheng)(cheng)(cheng)型,注漿成(cheng)(cheng)(cheng)型一般(ban)用(yong)(yong)于(yu)(yu)中空壁薄的(de)(de)坯體成(cheng)(cheng)(cheng)形(xing)(xing)。等靜壓(ya)成(cheng)(cheng)(cheng)型目(mu)前主(zhu)要(yao)用(yong)(yong)于(yu)(yu)高性(xing)能(neng)耐火材(cai)料的(de)(de)生產。
當然,成型方(fang)(fang)法(fa)的選擇(ze)還受(shou)到生產廠設備條件的限制,因而某些制品就不能采用成型方(fang)(fang)法(fa)。在這種情(qing)況下,企業(ye)應(ying)在滿(man)足制品技術(shu)要求的前提下,選擇(ze)其他較為(wei)合適的成型方(fang)(fang)法(fa)。
中(zhong)頻爐耐火材(cai)料打結成型辦法:
1、要按規則的(de)粒度制(zhi)造好砂料,并與添加劑(ji)均勻混(hun)合(he)。如果選用濕法打結時,可參(can)加1%~2%的(de)水分,混(hun)合(he)后放置1~2h后運用。
2、在(zai)感應器(qi)內側(ce)鋪以石棉布。
3、爐底打結。分批參加砂(sha)料后,每次用直徑為12~14mm的尖頭鋼釬(han)重復搗實。爐底打結加料次數為4~5次,爐底的厚(hou)度一般打結到規(gui)則高度,每次打結時刻至少10min。
4、放入坩堝型芯(xin),即操控坩堝形狀和(he)容積的(de)胎(tai)具。
5、爐(lu)口打結。

 當前位置:
當前位置:
