咨詢服務熱線 0710-7869688




News
 熱門推薦
熱門推薦
 爐襯修補料
爐襯修補料
 爐襯修補料批發
爐襯修補料批發
 鐵水包澆注料
鐵水包澆注料
 高性能防渣涂抹料
高性能防渣涂抹料
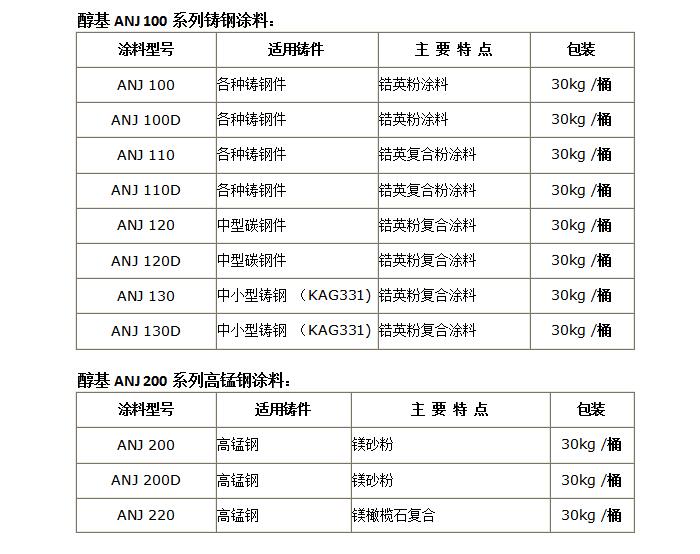 安耐捷涂料系列
安耐捷涂料系列
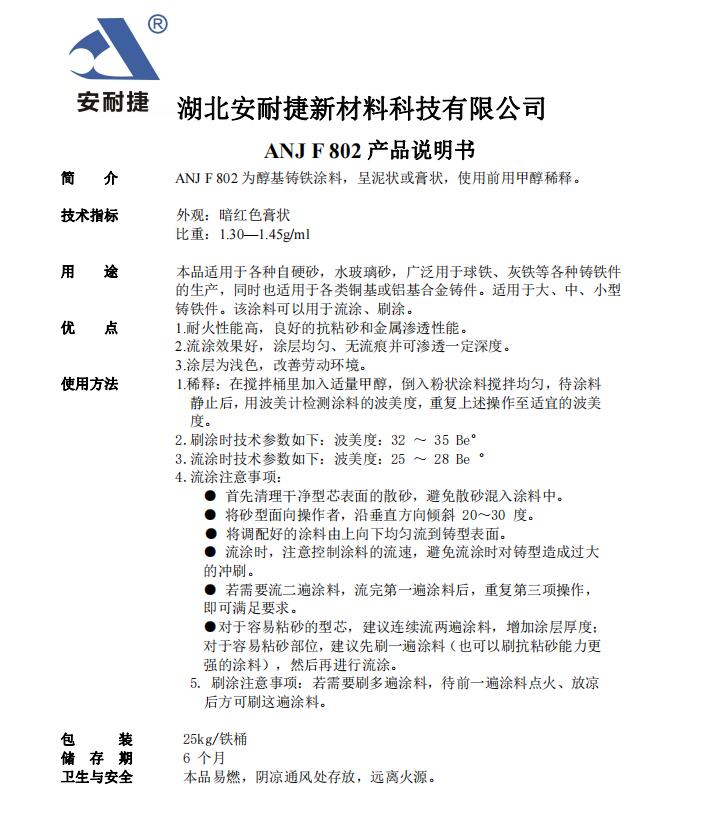 鄰居寡婦水好多好緊肉多:產品說明ANJ F 802
鄰居寡婦水好多好緊肉多:產品說明ANJ F 802
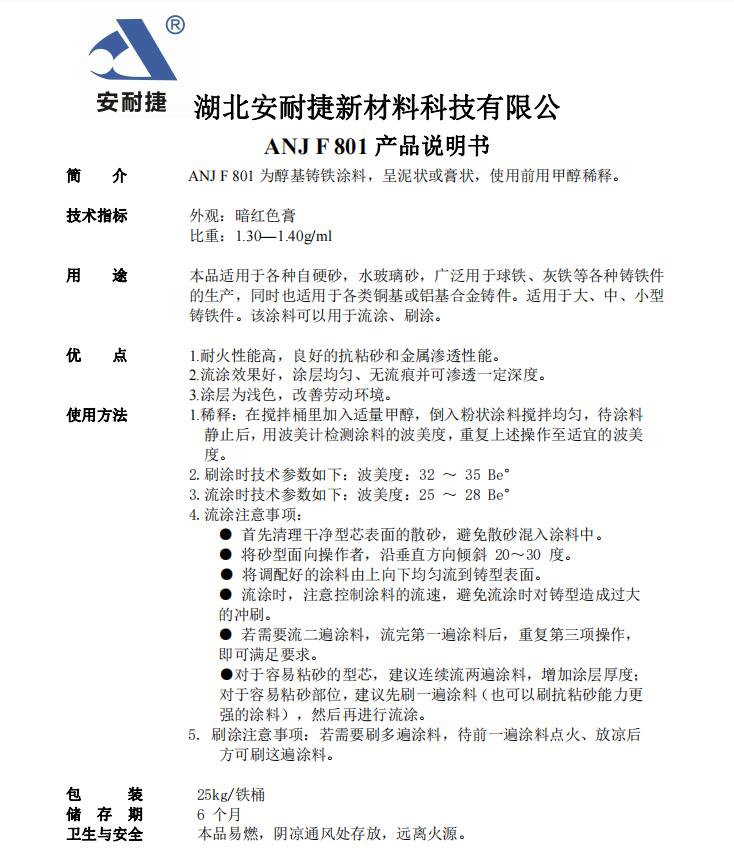 鄰居寡婦水好多好緊肉多:產品說明ANJ F 801
鄰居寡婦水好多好緊肉多:產品說明ANJ F 801
 鄰居寡婦水好多好緊肉多:ANJ產品說明書330
鄰居寡婦水好多好緊肉多:ANJ產品說明書330
 鄰居寡婦水好多好緊肉多:ANJ產品說明書320
鄰居寡婦水好多好緊肉多:ANJ產品說明書320
 鄰居寡婦水好多好緊肉多:ANJ產品說明書310
鄰居寡婦水好多好緊肉多:ANJ產品說明書310
 鄰居寡婦水好多好緊肉多:ANJ產品說明書300
鄰居寡婦水好多好緊肉多:ANJ產品說明書300
 鄰居寡婦水好多好緊肉多:ANJ產品說明書130
鄰居寡婦水好多好緊肉多:ANJ產品說明書130
 鄰居寡婦水好多好緊肉多:ANJ產品說明書120
鄰居寡婦水好多好緊肉多:ANJ產品說明書120
 鄰居寡婦水好多好緊肉多:ANJ產品說明F 203S
鄰居寡婦水好多好緊肉多:ANJ產品說明F 203S
 鄰居寡婦水好多好緊肉多:ANJ產品說明802
鄰居寡婦水好多好緊肉多:ANJ產品說明802
 鄰居寡婦水好多好緊肉多:ANJ產品說明801
鄰居寡婦水好多好緊肉多:ANJ產品說明801
 鄰居寡婦水好多好緊肉多:ANJ產品說明800
鄰居寡婦水好多好緊肉多:ANJ產品說明800
 鄰居寡婦水好多好緊肉多:ANJ產品說明220
鄰居寡婦水好多好緊肉多:ANJ產品說明220
 鄰居寡婦水好多好緊肉多:ANJ產品說明202S
鄰居寡婦水好多好緊肉多:ANJ產品說明202S
 鄰居寡婦水好多好緊肉多:ANJ產品說明201S
鄰居寡婦水好多好緊肉多:ANJ產品說明201S
 鄰居寡婦水好多好緊肉多:ANJ產品說明200S
鄰居寡婦水好多好緊肉多:ANJ產品說明200S
 鄰居寡婦水好多好緊肉多:ANJ產品說明200
鄰居寡婦水好多好緊肉多:ANJ產品說明200
 鄰居寡婦水好多好緊肉多:ANJ產品說明110
鄰居寡婦水好多好緊肉多:ANJ產品說明110
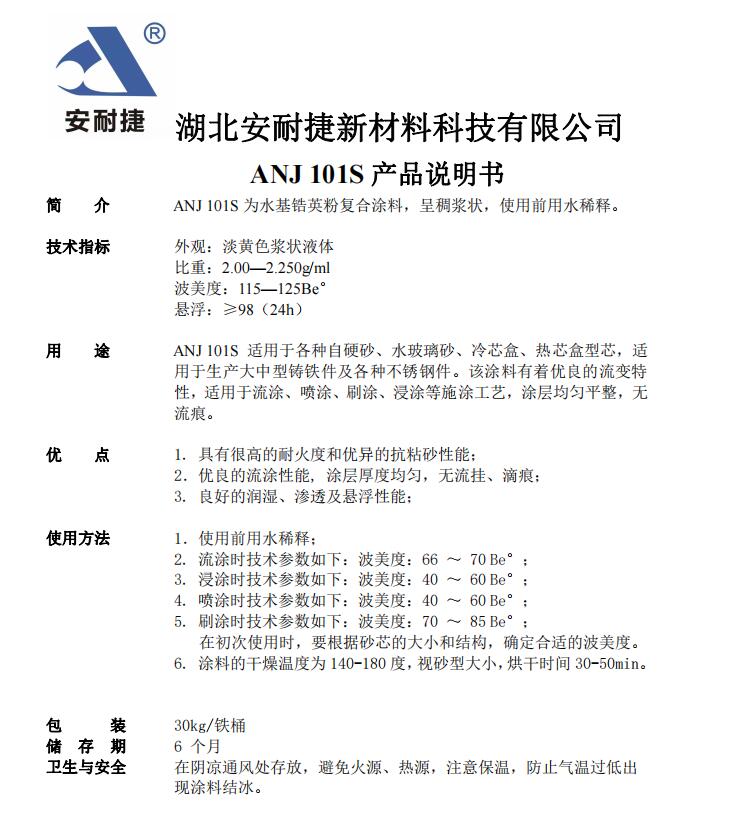 鄰居寡婦水好多好緊肉多:ANJ產品說明101S
鄰居寡婦水好多好緊肉多:ANJ產品說明101S
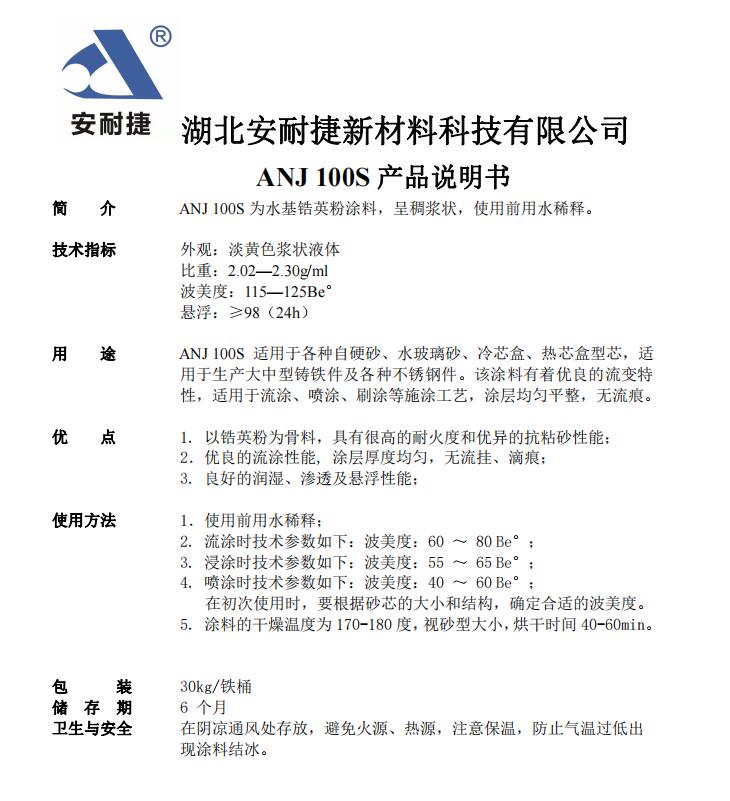 鄰居寡婦水好多好緊肉多:ANJ產品說明100S
鄰居寡婦水好多好緊肉多:ANJ產品說明100S
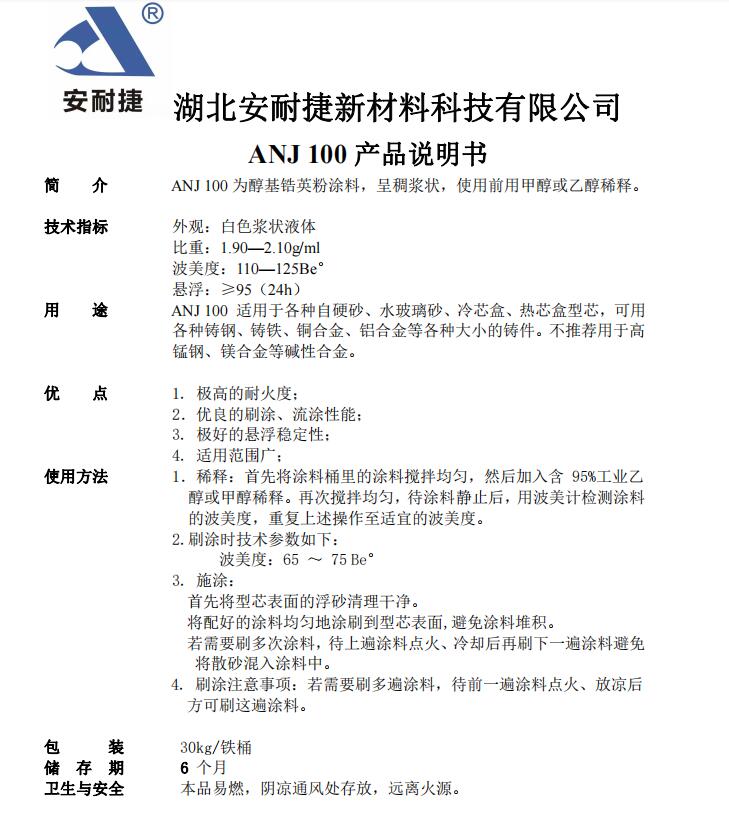 鄰居寡婦水好多好緊肉多:ANJ產品說明100
鄰居寡婦水好多好緊肉多:ANJ產品說明100
 鄰居寡婦水好多好緊肉多:安耐捷F-200G高發熱冒口產品說明
鄰居寡婦水好多好緊肉多:安耐捷F-200G高發熱冒口產品說明
 鄰居寡婦水好多好緊肉多:ANJF-909發熱冒口覆蓋劑說明書
鄰居寡婦水好多好緊肉多:ANJF-909發熱冒口覆蓋劑說明書
 鄰居寡婦水好多好緊肉多:ANJF-400D冒口說明書
鄰居寡婦水好多好緊肉多:ANJF-400D冒口說明書
 鄰居寡婦水好多好緊肉多:ANJF-300B發熱保溫板
鄰居寡婦水好多好緊肉多:ANJF-300B發熱保溫板
 鄰居寡婦水好多好緊肉多:ANJF-200X說明書
鄰居寡婦水好多好緊肉多:ANJF-200X說明書
 鄰居寡婦水好多好緊肉多:ANJF-100B冒口說明書
鄰居寡婦水好多好緊肉多:ANJF-100B冒口說明書
 安耐捷冒口介紹
安耐捷冒口介紹
 安耐捷冒口名稱
安耐捷冒口名稱
 涂料系列
涂料系列
 冒口系列
冒口系列
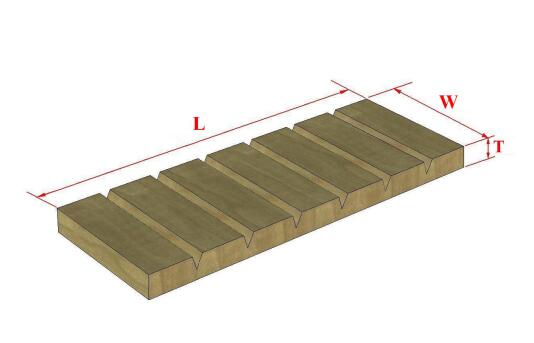
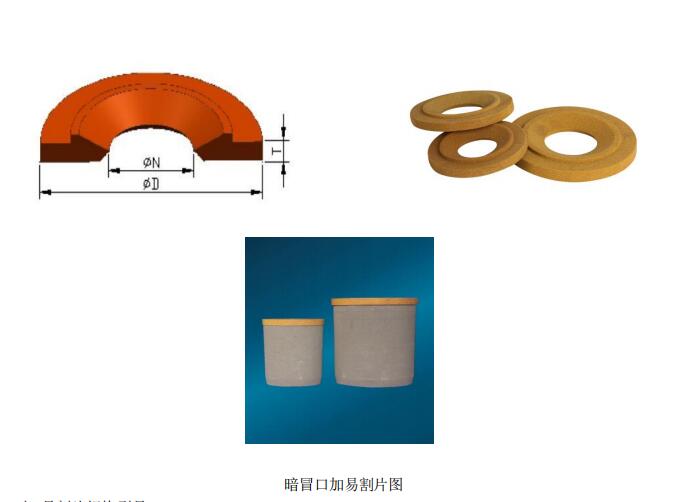 鄰居寡婦水好多好緊肉多:安耐捷F-EGP系列冒口易割片
鄰居寡婦水好多好緊肉多:安耐捷F-EGP系列冒口易割片
 鄰居寡婦水好多好緊肉多:鑄造用ANJ-F系列高效發熱冒口應用技術
鄰居寡婦水好多好緊肉多:鑄造用ANJ-F系列高效發熱冒口應用技術
 耐火涂料
耐火涂料
 鄰居寡婦水好多好緊肉多:廣東煉鋼電爐爐料如何選擇
鄰居寡婦水好多好緊肉多:廣東煉鋼電爐爐料如何選擇
 鄰居寡婦水好多好緊肉多:湖北武漢襄陽耐火材料
鄰居寡婦水好多好緊肉多:湖北武漢襄陽耐火材料
 鄰居寡婦水好多好緊肉多:溫州打爐料坩堝解決方案
鄰居寡婦水好多好緊肉多:溫州打爐料坩堝解決方案
 成型坩鍋
成型坩鍋
 中性爐襯材料
中性爐襯材料
 堿性爐襯材料
堿性爐襯材料
 鄰居寡婦水好多好緊肉多:酸性爐襯材料F系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料F系列
 線圈膠泥
線圈膠泥
 無碳鋼包耐火材料
無碳鋼包耐火材料
 中性爐襯材料廠家
中性爐襯材料廠家
 中性爐襯材料批發
中性爐襯材料批發
 中性爐襯材料報價
中性爐襯材料報價
 中性爐襯材料銷售
中性爐襯材料銷售
 中性爐襯材料生產
中性爐襯材料生產
 線圈膠泥廠家
線圈膠泥廠家
 鄰居寡婦水好多好緊肉多:酸性爐襯材料A系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料A系列
 鄰居寡婦水好多好緊肉多:酸性爐襯材料R系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料R系列
 鄰居寡婦水好多好緊肉多:酸性爐襯材料G系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料G系列
 氣動振動筑爐機
氣動振動筑爐機
 澆注料
澆注料
 堿性爐襯材料廠家
堿性爐襯材料廠家
 高性能修補料
高性能修補料
 搗打料價格
搗打料價格
 鐵水包澆注料
鐵水包澆注料
 搗 打 料
搗 打 料
 澆注料廠家
澆注料廠家
 透熱爐料
透熱爐料
 鄰居寡婦水好多好緊肉多:酸性爐襯材料2系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料2系列
 搗打料廠家
搗打料廠家
 堿性爐襯材料批發
堿性爐襯材料批發
 堿性爐襯材料報價
堿性爐襯材料報價
 鄰居寡婦水好多好緊肉多:酸性爐襯材料3系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料3系列
 鄰居寡婦水好多好緊肉多:酸性爐襯材料D系列
鄰居寡婦水好多好緊肉多:酸性爐襯材料D系列
 電動筑爐機
電動筑爐機
 中性爐襯材料價格
中性爐襯材料價格
 鄰居寡婦水好多好緊肉多:中性爐襯材料烤爐工藝
鄰居寡婦水好多好緊肉多:中性爐襯材料烤爐工藝
 鄰居寡婦水好多好緊肉多:中性爐襯材料烘爐工藝
鄰居寡婦水好多好緊肉多:中性爐襯材料烘爐工藝
 鄰居寡婦水好多好緊肉多:60噸中頻電爐工藝
鄰居寡婦水好多好緊肉多:60噸中頻電爐工藝
 鄰居寡婦水好多好緊肉多:45噸爐氣動筑爐烘爐工藝
鄰居寡婦水好多好緊肉多:45噸爐氣動筑爐烘爐工藝
 鄰居寡婦水好多好緊肉多:40噸爐氣動筑爐烘爐工藝
鄰居寡婦水好多好緊肉多:40噸爐氣動筑爐烘爐工藝
 鄰居寡婦水好多好緊肉多:10-15噸中頻爐氣動筑爐烘爐及維護工藝
鄰居寡婦水好多好緊肉多:10-15噸中頻爐氣動筑爐烘爐及維護工藝
 鄰居寡婦水好多好緊肉多:5噸中性料施工工藝
鄰居寡婦水好多好緊肉多:5噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:3噸中性料施工工藝
鄰居寡婦水好多好緊肉多:3噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:2噸中性料施工工藝
鄰居寡婦水好多好緊肉多:2噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:1.5噸中性料施工工藝
鄰居寡婦水好多好緊肉多:1.5噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:0.75噸中性料施工工藝
鄰居寡婦水好多好緊肉多:0.75噸中性料施工工藝
 鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-983產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-983產品介紹
 鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-982產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-982產品介紹
 鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-885CR產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-885CR產品介紹
 鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-882A產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料LFS-882A產品介紹
 鄰居寡婦水好多好緊肉多:中性爐襯材料C-90產品介紹
鄰居寡婦水好多好緊肉多:中性爐襯材料C-90產品介紹
 中性爐襯材料
中性爐襯材料
 中性料檢驗報告
中性料檢驗報告
 鄰居寡婦水好多好緊肉多:中性料C-75熔鋁產品介紹
鄰居寡婦水好多好緊肉多:中性料C-75熔鋁產品介紹
 鄰居寡婦水好多好緊肉多:8噸酸性料施工工藝
鄰居寡婦水好多好緊肉多:8噸酸性料施工工藝
 鄰居寡婦水好多好緊肉多:3噸酸性料施工工藝
鄰居寡婦水好多好緊肉多:3噸酸性料施工工藝
 3噸酸性料工藝
3噸酸性料工藝
 2噸酸性料工藝
2噸酸性料工藝
 鄰居寡婦水好多好緊肉多:1噸酸性料施工工藝
鄰居寡婦水好多好緊肉多:1噸酸性料施工工藝
 鄰居寡婦水好多好緊肉多:0.75噸酸性料施工工藝
鄰居寡婦水好多好緊肉多:0.75噸酸性料施工工藝
 鄰居寡婦水好多好緊肉多:0.5噸酸性料工藝
鄰居寡婦水好多好緊肉多:0.5噸酸性料工藝


別(bie)急別(bie)急!低水泥耐(nai)火澆注料施(shi)工方法(fa)由湖北安耐(nai)捷廠家的(de)小(xiao)編為你介紹!
(1)錨固釘(ding)焊接。使用手槍式焊槍用配套的錨固釘(ding)卡(ka)盤夾(jia)住錨固釘(ding),按設計(ji)間距(ju)對著水冷梁(柱)進行焊接。
(2)陶(tao)(tao)(tao)瓷纖維(wei)(wei)氈包(bao)(bao)(bao)扎及表(biao)面處(chu)理。將預(yu)加I好的塊(kuai)狀(zhuang)陶(tao)(tao)(tao)瓷纖維(wei)(wei)氈包(bao)(bao)(bao)裹(guo)在對應(ying)的水(shui)冷梁(柱)上,用z2號鍍鋅鐵絲螺旋形(xing)(xing)地(di)把陶(tao)(tao)(tao)瓷纖維(wei)(wei)氈緊(jin)密地(di)包(bao)(bao)(bao)扎在水(shui)冷梁(柱)上,然后(hou)(hou)在陶(tao)(tao)(tao)瓷纖維(wei)(wei)氈表(biao)面噴灑硬(ying)化劑,待其干燥硬(ying)化,使氈表(biao)面形(xing)(xing)成- -層硬(ying)殼后(hou)(hou)才能進行(xing)澆注施工。
(3)模(mo)板(ban)安裝。為**澆注后(hou)襯壁(bi)的(de)外形(xing)和模(mo)板(ban)的(de)熏復使用,采用4 mm厚鋼板(ban)制(zhi)作定型鋼模(mo)板(ban)。鋼模(mo)板(ban)從下(xia)向(xiang)上(shang)安裝,后(hou)安裝的(de)模(mo)板(ban)下(xia)端應卡(ka)接在已澆注好的(de)襯壁(bi)上(shang)。
(4)低水泥澆注料的攪(jiao)拌。必(bi)須(xu)采用強制式(shi)攪(jiao)拌機(ji)攪(jiao)拌,使用潔凈水,水溫宜在10 ~ 25°C ;嚴格按材料使用說明書給出的配合比(bi)進
行配料和加水;為克服干骨料在運輸(shu)過程中產生粒(li)度分(fen)布不(bu)均(jun)勻現象;應干拌1 min再加水攪拌,攪拌時間(jian)為4 ~ 5 min。
(5)澆注(zhu)(zhu)(zhu)(zhu)。拌好(hao)的(de)澆注(zhu)(zhu)(zhu)(zhu)料(liao)(liao)迅(xun)速運至澆注(zhu)(zhu)(zhu)(zhu)現場,用小鏟配合(he)特制的(de)下(xia)(xia)料(liao)(liao)斗將澆注(zhu)(zhu)(zhu)(zhu)料(liao)(liao)倒入模(mo)內。澆注(zhu)(zhu)(zhu)(zhu)梁時(shi)應從(cong)模(mo)板一側下(xia)(xia)料(liao)(liao),以防止梁下(xia)(xia)部產生空隙。下(xia)(xia)料(liao)(liao)時(shi)要(yao)防止將包扎(zha)好(hao)的(de)陶瓷(ci)纖氈弄(nong)破及(ji)脫落,料(liao)(liao)加滿后開(kai)動(dong)振(zhen)(zhen)(zhen)動(dong)器,振(zhen)(zhen)(zhen)動(dong)中料(liao)(liao)面下(xia)(xia)沉(chen),及(ji)時(shi)添料(liao)(liao),當澆注(zhu)(zhu)(zhu)(zhu)料(liao)(liao)面不再下(xia)(xia)沉(chen)或表面泛漿無氣(qi)泡逸出(chu)時(shi)可停止振(zhen)(zhen)(zhen)動(dong),振(zhen)(zhen)(zhen)動(dong)時(shi)間一般(ban)為2 min。立柱澆注(zhu)(zhu)(zhu)(zhu)料(liao)(liao)振(zhen)(zhen)(zhen)動(dong)后表面不作修(xiu)整,梁澆注(zhu)(zhu)(zhu)(zhu)料(liao)(liao)振(zhen)(zhen)(zhen)動(dong)后,在料(liao)(liao)初凝前用鐵(tie)抹(mo)子(zi)刮抹(mo)成型,使梁上部澆注(zhu)(zhu)(zhu)(zhu)料(liao)(liao)襯(chen)壁(bi)斷面符合(he)設(she)計要(yao)求(qiu)。
(6)拆模和修補,爐內(nei)溫度(du)在10~ 25°C時(shi)(shi),澆(jiao)注(zhu)后8 h可(ke)以(yi)拆模,拆模后澆(jiao)注(zhu)料自然養生。應(ying)及時(shi)(shi)對澆(jiao)注(zhu)質量進(jin)行檢查,一般(ban)性缺陷不作(zuo)處理,但在重要部位和較大的問題(ti)要作(zuo)修補處理,使襯(chen)壁滿足生產工藝要求。
以上(shang)就是(shi)低水泥(ni)耐(nai)火澆注料施工方法!安耐(nai)捷歡(huan)迎你的閱讀!

 當前位置:
當前位置:
